This is another map I created for Jedi Academy using GtkRadiant. The theme is a habitable asteroid in space.
これは私がGtkRadiantで作ったジェダイアカデミーのためのマップです。宇宙の居住可能な小惑星がテーマです。
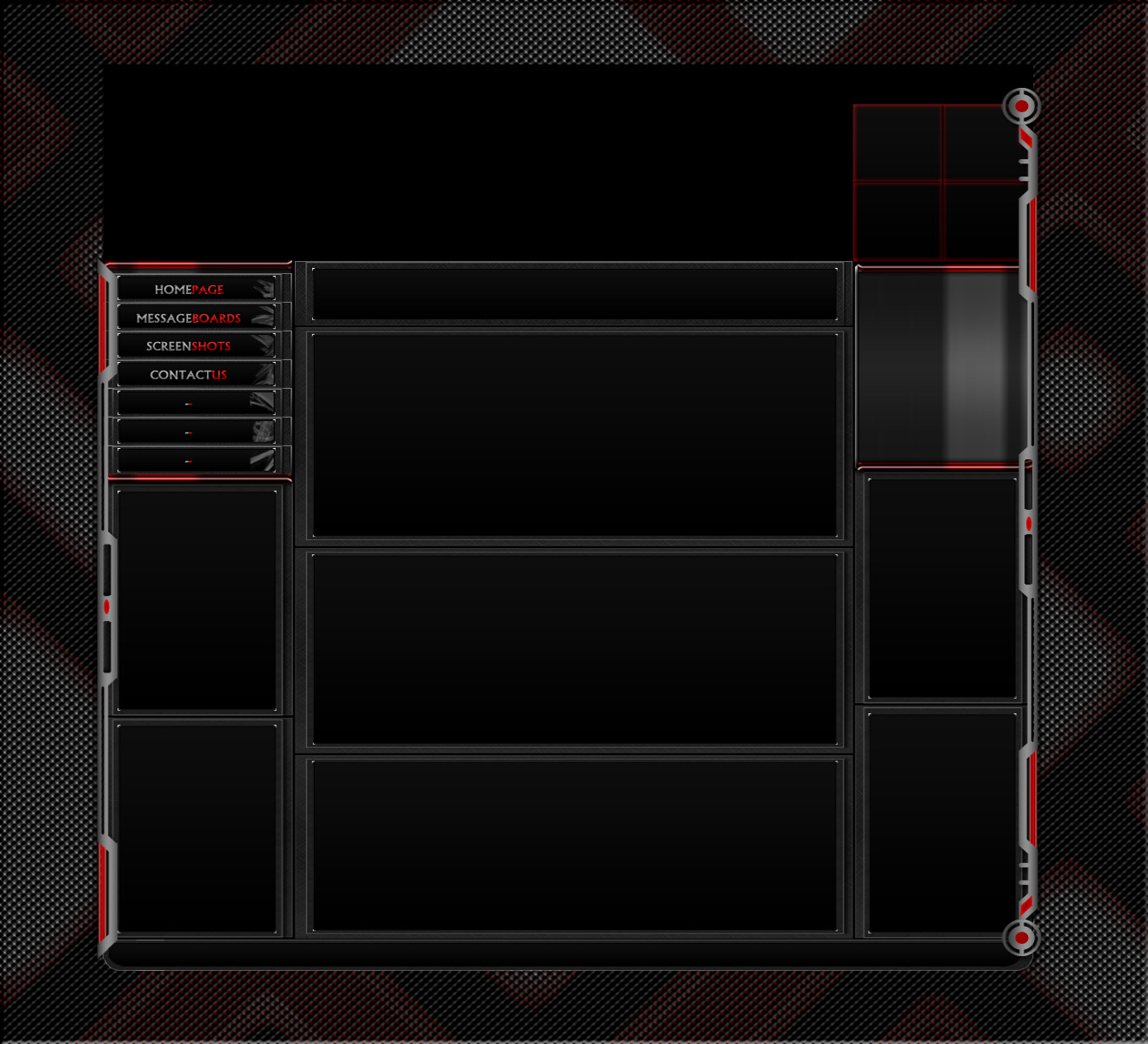
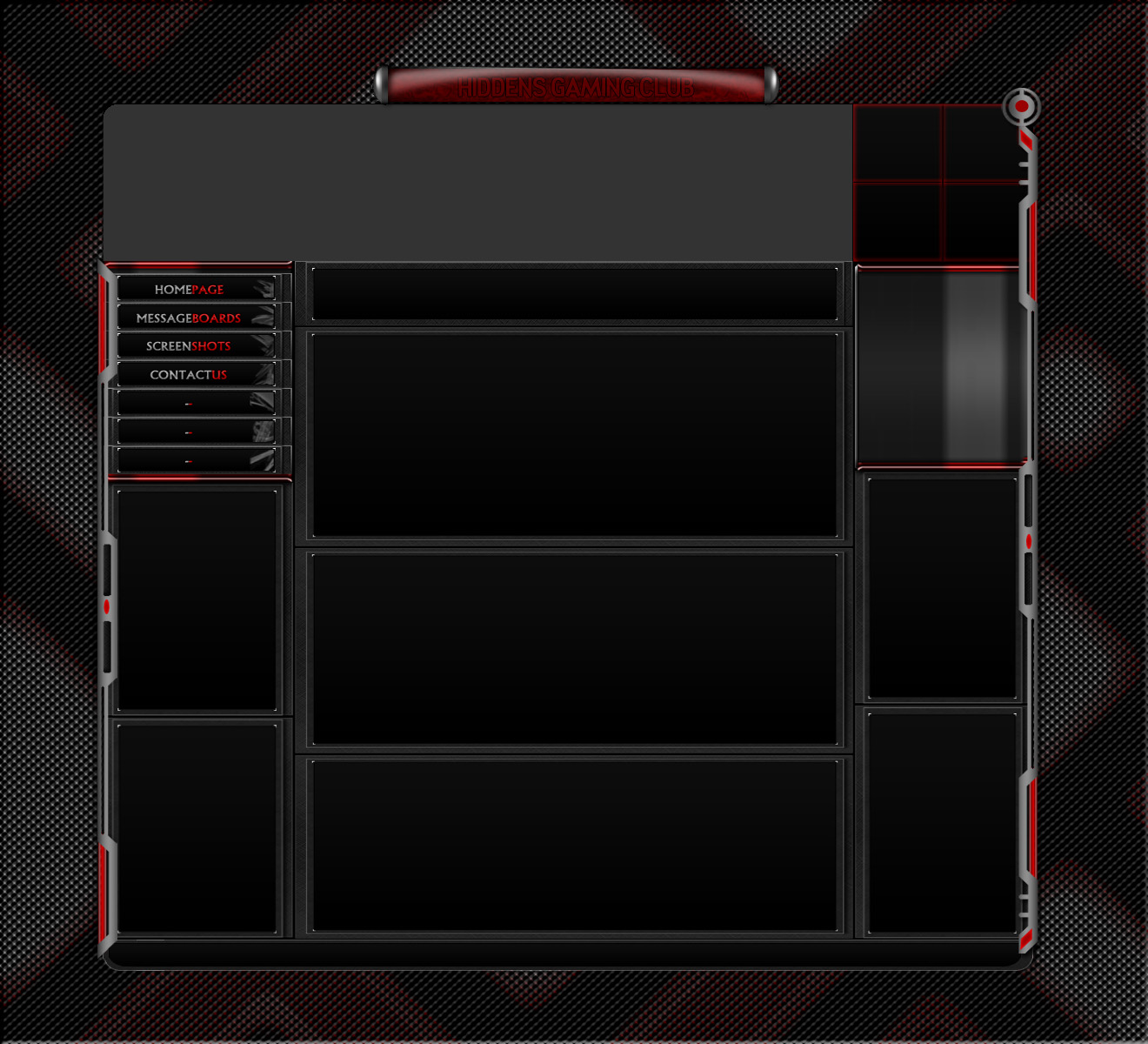
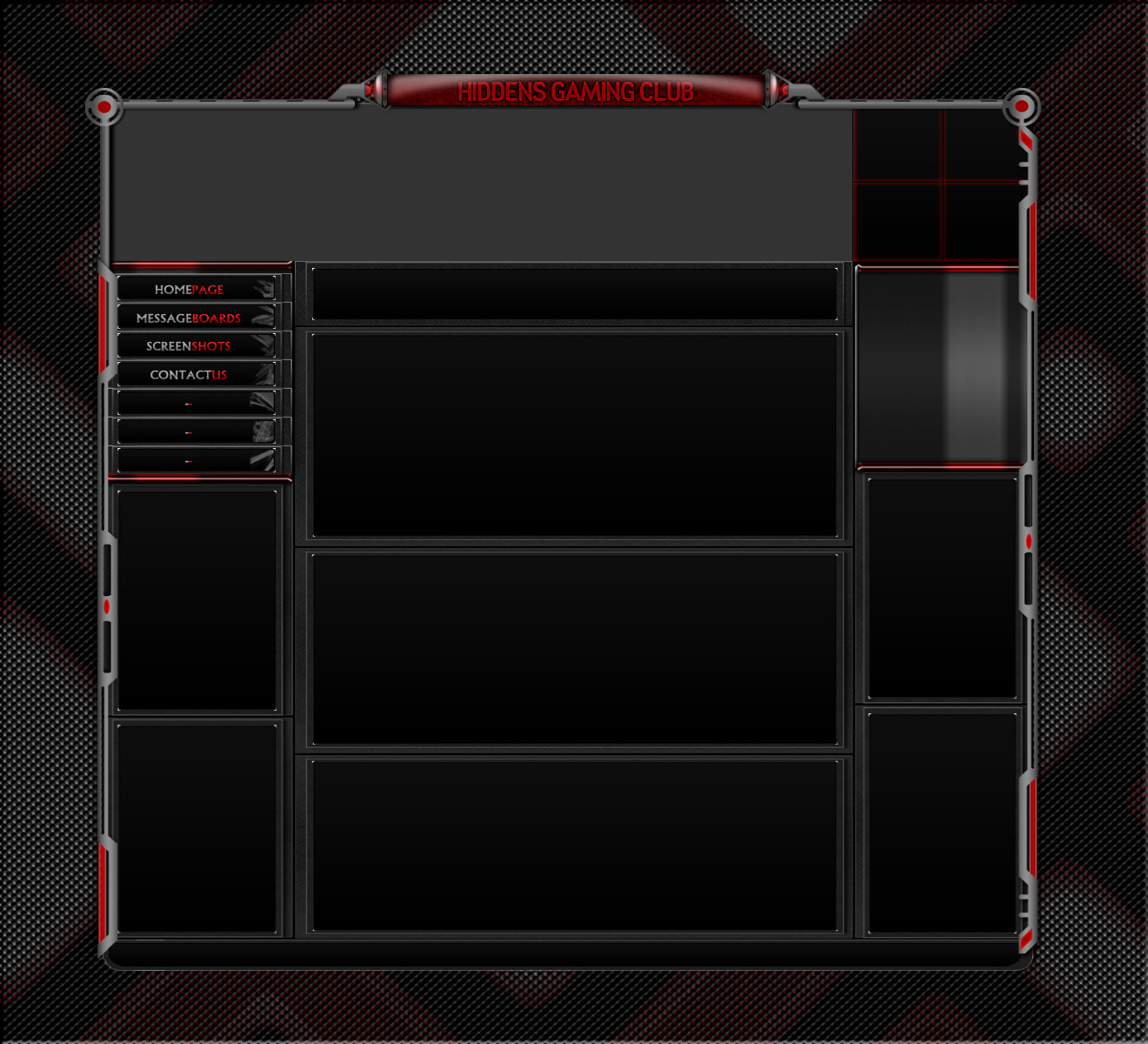
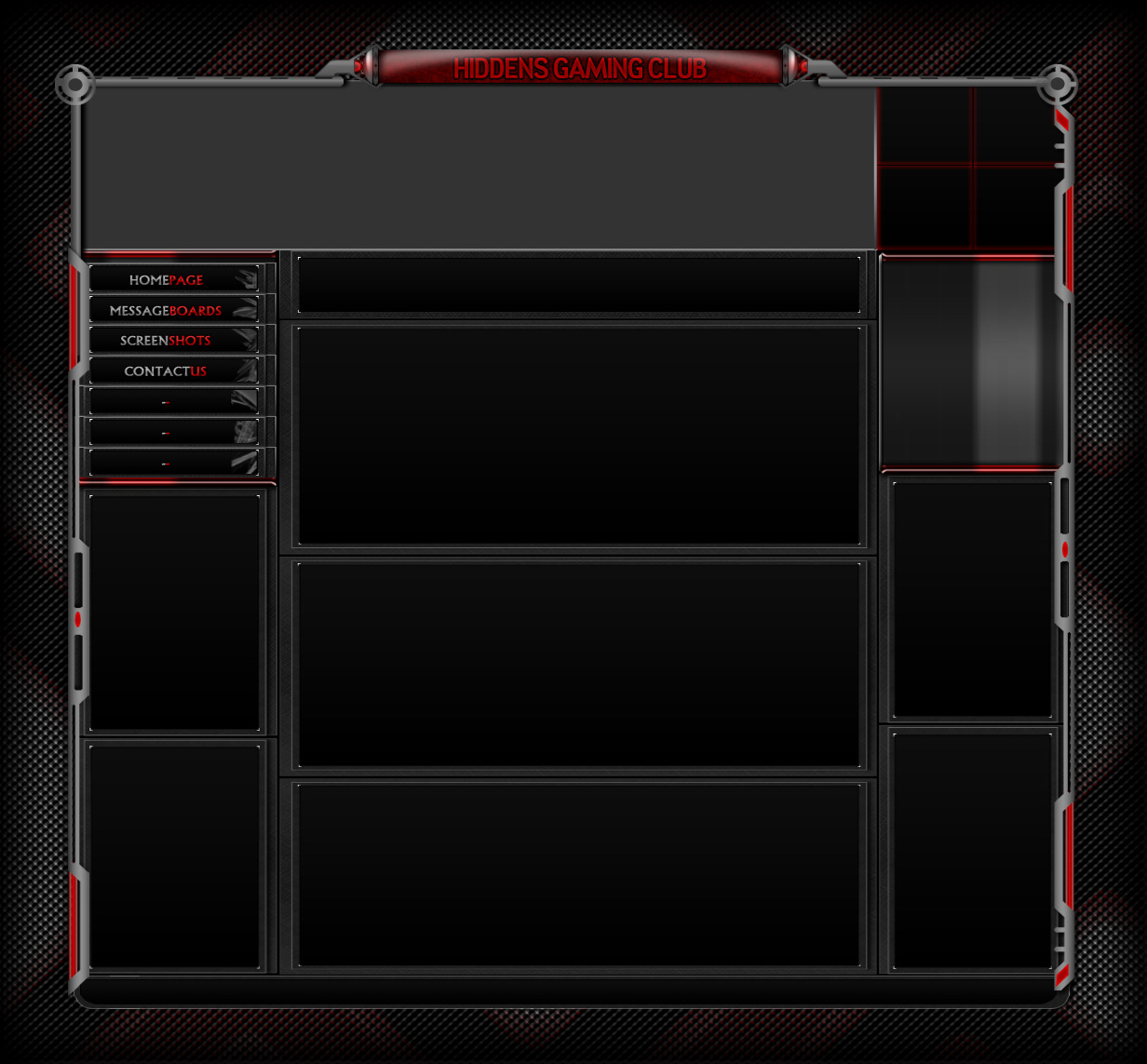
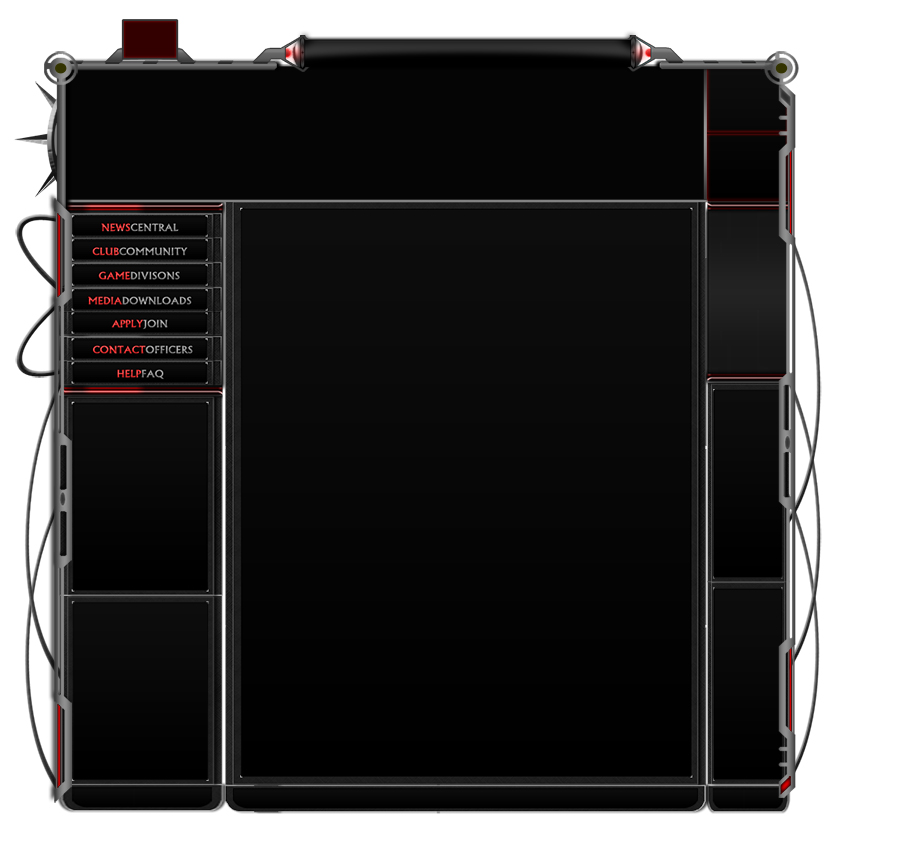
Retired gaming website
過去のゲームサイト
This is a website that I made for a gaming club. I believe the only reason I retired it was because Flash and inline frames were going out of style. I created all this content in Adobe Photoshop, Adobe Flash, and Notepad.
これは私がゲームクラブのために作ったウェブサイトです。 私がそれを引退した唯一の理由は、フラッシュプレーヤーとインラインフレームが不調になってきたからだと思ったからです。 Adobe Photoshop、Adobe Flash、およびメモ帳に、これらすべてのコンテンツを作成しました。
-GD- logo and wallpaper
This is a logo and the resulting desktop wallpaper I made for a gaming guild.
ゲームギルドのために作ったロゴと壁紙です。



語彙翻訳ゲーム
Vocabulary Translation Game
This is a quiz game that I modified to work with Japanese and English vocabulary for tonbo cafe.
これはトンボカフェのクイズゲームです。日本語と英語の語彙に変更しました。
https://youtube.com/shorts/l8WgoAHv53k
As you can see, it looks like a bubble and has the tonbo logo on it. Upon clicking it, a menu pops up and provides operational options. This is an open source script that I modified to provide additional options, questions, and security settings.
見ての通り、泡のようなものの中にトンボのロゴが付いています。 クリックするとメニューが出て、操作オプションが表示されます。 これは、追加のオプション、質問、およびセキュリティの設定が出来るように提供されたオープンソーススクリプトです。
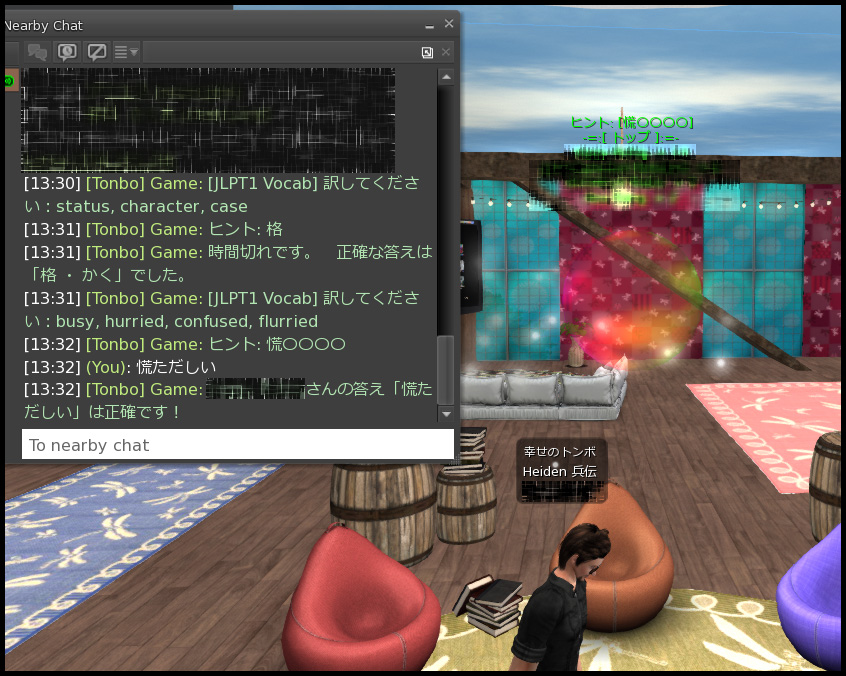
This game is entirely chat based. It will ask you to translate a word based on the options selected, and you can respond in either Kana or Kanji. If you choose easy mode, you can additionally respond in Romanji.
このゲームは完全にチャットに対応しています。 表示された選択肢に基づいて単語を翻訳するよう求められ、仮名または漢字で回答します。また、簡易モードを選択すれば、ローマ字でも対応できます。
This is a fun game to play while waiting for friends to show up at the cafe, or just playing it together with them!
これはカフェに来る友達を待って、一緒に遊べる楽しいゲームです!
Siren’s Enclave
Inspired by a previous map I made, this one takes place in a cave with a steady flow of water traveling throughout the caverns. Often times, those who come here do not duel which is the objective of the game, but instead relax and explore the scenery. It’s a peaceful and tranquil area, and puts your mind at ease.
先ほど作成したゲームマップを参考に、 このマップは洞窟の中での水の流れなども安定しています。多くの場合、ここに来る人は試合の目的である決闘ではなく、リラックスして風景を探検するでしょう。ここは静かで落ち着いた雰囲気で安寧です。
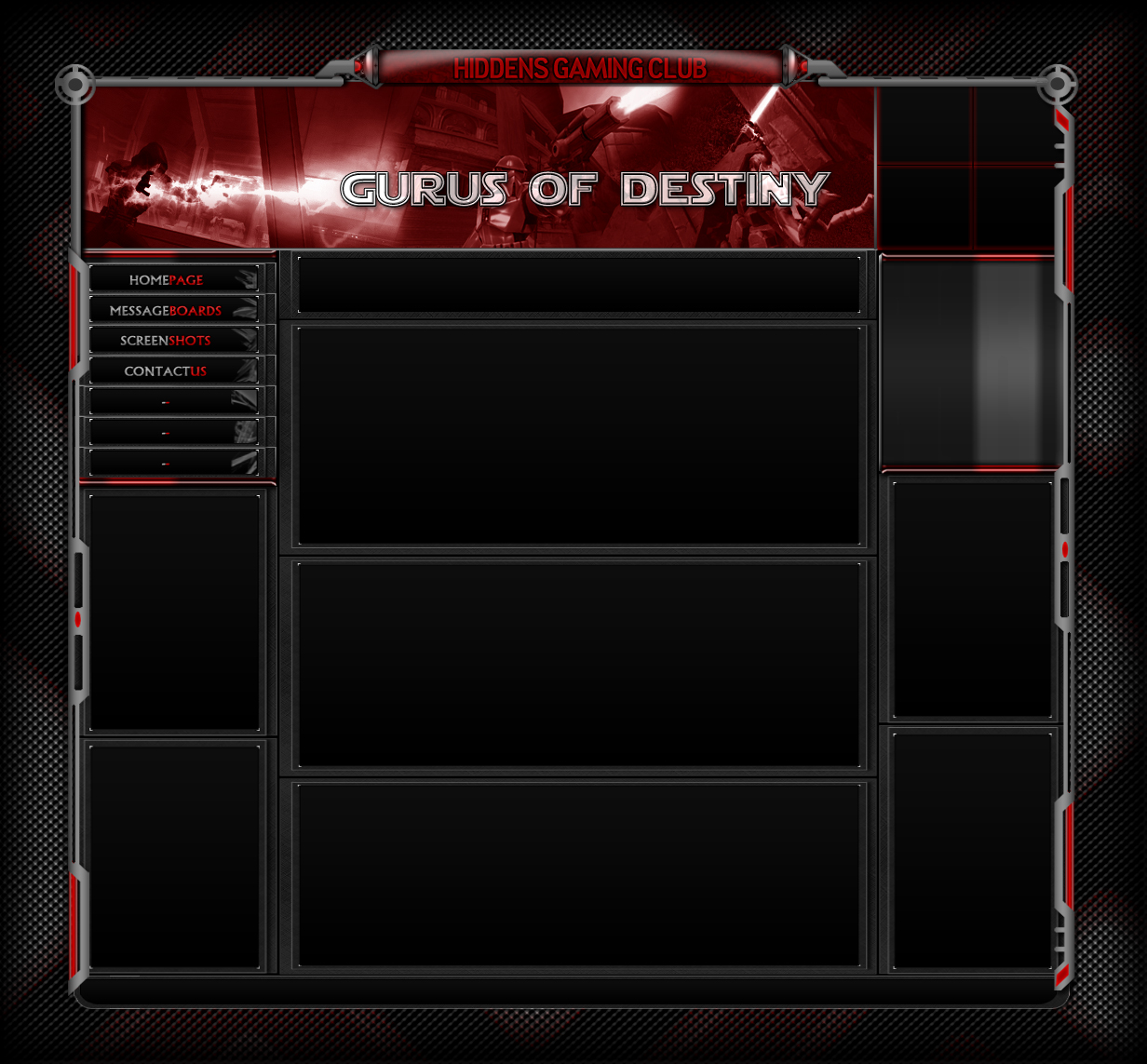
GD gaming website design
This is a gaming website I made for a clan in Star Wars: The Old Republic. All components of this website I designed in Photoshop except for the banner screenshots which were freely provided by the website development kit at www.swtor.com and then modified.
これは、Star Wars: The Old Republicのゲームクランのために作ったWEBサイトです。全てのコンポーネントはPhotoshopでデザインしましたが、バナースクリーンショットは www.swtor.comでフリーで提供されているものを、編集して使用しました。